Laser Hybrid Weld – As efficient as never before
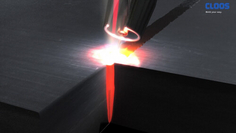
Laser Hybrid Weld is perfectly suitable for long, straight weld seams. Laser Hybrid Weld combines a laser beam with a MIG/MAG welding process in one common process zone. You benefit from the advantages of both welding processes. A restricted light beam with focus on the weld is created which is characterised by a every high energy density. This energy evaporates the material and penetrates it deeply. The MAG arc following the laser fills the crater and ensures a perfect side wall fusion. The main advantages of Laser Hybrid Weld are a deep penetration, low heat input and perfect side wall joints. With Laser Hybrid Weld you increase your productivity due to highest welding speeds. You need less filler material because of the reduced number of welding layers. You reduce the component distortion and avoid extensive reworks thanks to the low heat input. You accelerate your whole production process by means of the reduced weld preparation. Do you wish to combine maximum productivity and minimum costs? Then rely on Laser Hybrid Weld by CLOOS!
Your contact person
Christian Paul
Tel.: +49 (0)2773/85-565

Click here to find suitable solutions
View solutionsThese processes could interest you



